
可编程控制器简介
可编程控制器是采用微机技术的通用工业自动化装置,近几年来,在国内已得到迅速推广普及。正改变着工厂自动控制的面貌,对传统的技术改造、发展新型工业具有重大的实际意义。
可编程控制器在60年代末叫可编程逻辑控制器,目的是用来取代继电器,以执行逻辑判断、计时、计数等顺序控制功能。其基本设计思想是把计算机功能完善、灵活、通用等优点和继点器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,控制器的硬件是标准的、通用的。根据实际应用对象,将控制内容写入控制器的用户程序内,控制器和被控对象连接也很方便。
随着半导体技术,尤其是微处理器和微型计算机技术的发展,到70年代中期以后,已广泛地使用微处理器作为中央处理器,输入输出模块和外围电路都采用了中、大规模甚至超大规模的集成电路,这时的已不再是仅有逻辑判断功能,还同时具有数据处理、调节和数据通信功能。
可编程控制器对用户来说,是一种无触点设备,改变程序即可改变生产工艺,因此可在初步设计阶段选用可编程控制器,在实施阶段再确定工艺过程。另一方面,从制造生产可编程控制器的厂商角度看,在制造阶段不需要根据用户的订货要求专门设计控制器,适合批量生产。由于这些特点,可编程控制器问世以后很快受到工业控制界的欢迎,并得到迅速的发展。目前,可编程控制器已成为工厂自动化的强有力工具,得到了广泛的普及推广应用。
可编程序控制器,英文称Programmable Controller,简称PC。但由于PC容易和个人计算机(Personal Computer)混淆,故人们仍习惯地用PLC作为可编程序控制器的缩写。它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序的编制工作,就可灵活方便地将PLC应用于生产实践。
一、PLC的结构及各部分的作用
PLC的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源、编程器扩展器接口和外部设备接口等几个主要部分组成。PLC的硬件系统结构如下图所示:
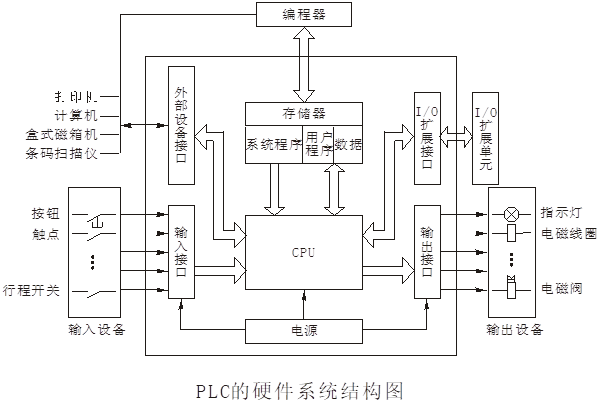
1、主机
主机部分包括中央处理器(CPU)、系统程序存储器和用户程序及数据存储器。CPU是PLC的核心,它用以运行用户程序、监控输入/输出接口状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户指令规定的各种操作,将结果送到输出端,并响应外部设备(如编程器、电脑、打印机等)的请求以及进行各种内部判断等。PLC的内部存储器有两类,一类是系统程序存储器,主要存放系统管理和监控程序及对用户程序作编译处理的程序,系统程序已由厂家固定,用户不能更改;另一类是用户程序及数据存储器,主要存放用户编制的应用程序及各种暂存数据和中间结果。
2、输入/输出(I/O)接口
I/O接口是PLC与输入/输出设备连接的部件。输入接口接受输入设备(如按钮、传感器、触点、行程开关等)的控制信号。输出接口是将主机经处理后的结果通过功放电路去驱动输出设备(如接触器、电磁阀、指示灯等)。I/O接口一般采用光电耦合电路,以减少电磁干扰,从而提高了可靠性。I/O点数即输入/输出端子数是PLC的一项主要技术指标,通常小型机有几十个点,中型机有几百个点,大型机将超过千点。
3、电源
图中电源是指为CPU、存储器、I/O接口等内部电子电路工作所配置的直流开关稳压电源,通常也为输入设备提供直流电源。
4、编程器
编程器是PLC的一种主要的外部设备,用于手持编程,用户可用以输入、检查、修改、调试程序或监示PLC的工作情况。除手持编程器外,还可通过适配器和专用电缆线将PLC与电脑联接,并利用专用的工具软件进行电脑编程和监控。
5、输入/输出扩展单元
I/O扩展接口用于将扩充外部输入/输出端子数的扩展单元与基本单元(即主机)连接在一起。
6、外部设备接口
此接口可将编程器、打印机、条码扫描仪等外部设备与主机相联,以完成相应的操作。
本实验装置选用的主机型号为三菱系列的FX2N-48MR。输入点数为24,输出点数为24。
二、PLC的工作原理
PLC是采用“顺序扫描,不断循环”的方式进行工作的。即在PLC运行时,CPU根据用户按控制要求编制好并存于用户存储器中的程序,按指令步序号(或地址号)作周期性循环扫描,如无跳转指令,则从第一条指令开始逐条顺序执行用户程序,直至程序结束。然后重新返回第一条指令,开始下一轮新的扫描。在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。
PLC的扫描一个周期必经输入采样、程序执行和输出刷新三个阶段。
PLC在输入采样阶段:首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入。随即关闭输入端口,进入程序执行阶段。
PLC在程序执行阶段:按用户程序指令存放的先后顺序扫描执行每条指令,经相应的运算和处理后,其结果再写入输出状态寄存器中,输出状态寄存器中所有的内容随着程序的执行而改变。
输出刷新阶段:当所有指令执行完毕,输出状态寄存器的通断状态在输出刷新阶段送至输出锁存器中,并通过一定的方式(继电器、晶体管或晶闸管)输出,驱动相应输出设备工作。
三、PLC的程序编制
1、编程元件
PLC是采用软件编制程序来实现控制要求的。编程时要使用到各种编程元件,它们可提供无数个动合和动断触点。编程元件是指输入继电器、输出继电器、辅助继电器、定时器、计数器、通用寄存器、数据寄存器及特殊功能继电器等。
PLC内部这些继电器的作用和继电接触控制系统中使用的继电器十分相似,也有“线圈”与“触点”,但它们不是“硬”继电器,而是PLC存储器的存储单元。当写入该单元的逻辑状态为“1”时,则表示相应继电器线圈得电,其动合触点闭合,动断触点断开。所以,内部的这些继电器称之为“软”继电器。
FX2N-48MR编程元件的编号范围与功能说明如下表所示
| 元件名称 | 代表字母 | 编号范围 | 功 能 说 明 |
| 输入继电器 | X | X0~X27共24点 | 接受外部输入设备的信号 |
| 输出继电器 | Y | Y0~Y27共24点 | 输出程序执行结果并驱动外部设备 |
| 辅助继电器 | M | M0~M499共500点 | 在程序内部使用,不能提供外部输出 |
| 继电器 | T | T0~T199 | 100ms延时定时继电器,触点在程序内部使用 |
| T200~T245 | 10ms延时定时继电器,触点在程序内部使用 | ||
| 计数继电器 | C | C0~C99 | 加法计数继电器,触点在程序内部使用 |
| 数据寄存器 | D | D0~D199 | 数据处理用的数值存储元件 |
| 嵌套指针 | N、P | N0~N7 P0~P127 | N主控用,P跳跃、子程序用 |
所谓程序编制,就是用户根据控制对象的要求,利用PLC厂家提供的程序编制语言,将一个控制要求描述出来的过程。PLC最常用的编程语言是梯形图语言和指令语句表语言,且两者常常联合使用。
1)梯形图(语言)
梯形图是一种从继电接触控制电路图演变而来的图形语言。它是借助类似于继电器的动合、动断触点、线圈以及串、并联等术语和符号,根据控制要求联接而成的表示PLC输入和输出之间逻辑关系的图形,直观易懂。
梯形图的设计应注意到以下三点:
①梯形图按从左到右、自上而下的顺序排列。每一逻辑行(或称梯级)起始于左母线,然后是触点的串、并联接,最后是线圈与右母线相联。
②梯形图中每个梯级流过的不是物理电流,而是“概念电流”,从左流向右,其两端没有电源。这个“概念电流”只是用来形象地描述用户程序执行中应满足线圈接通的条件。
③输入继电器用于接收外部输入信号,而不能由PLC内部其它继电器的触点来驱动。因此,梯形图中只出现输入继电器的触点,而不出现其线圈。输出继电器则输出程序执行结果给外部输出设备,当梯形图中的输出继电器线圈得电时,就有信号输出,但不是直接驱动输出设备,而要通过输出接口的继电器、晶体管或晶闸管才能实现。输出继电器的触点也可供内部编程使用。
2)指令语句表
指令语句表是一种用指令助记符来编制PLC程序的语言,它类似于计算机的汇编语言,但比汇编语言易懂易学,若干条指令组成的程序就是指令语句表。一条指令语句是由步序、指令语和作用器件编号三部分组成。

